
Private Label Nutraceutical Manufacturing: The Ultimate Process & Certification Guide
India’s nutraceutical sector has evolved into a commercially robust category, where formulation quality and regulatory credibility are key differentiators for building sustainable brands. The Indian nutritional supplements market was valued at USD 42.97 billion in 2024 and is projected to grow at a CAGR of 8.1% from 2025 to 2030 [1]. Brands operating across D2C, pharmacy, and healthcare channels increasingly rely on private-label nutraceutical manufacturers to develop compliant products using GMP-certified facilities, eliminating the need for significant in-house investment. Brands across D2C, pharmacy, and healthcare channels increasingly work with private-label nutraceutical manufacturers to access compliant, validated infrastructure without building it in-house.
This guide covers the nutraceutical manufacturing process, FSSAI certification for supplements, and GMP requirements for nutraceutical supplement manufacturing in one structured reference.
Key Takeaways:
- Private-label nutraceutical manufacturers enable brands to launch compliant supplements using GMP-certified facilities without investing in in-house production infrastructure.
- Private-label nutraceutical manufacturers ensure regulatory compliance through FSSAI certification, validated processes, and complete batch documentation for market approval.
- Private-label nutraceutical manufacturers support scalable growth with advanced technologies, flexible formulations, and reliable supply chains for faster market entry.
Quick Answer: Private-label nutraceutical manufacturers produce compliant supplements using GMP systems and FSSAI standards, helping brands launch products without building facilities.
What is Private Label Nutraceutical Manufacturing?
Understanding how private-label nutraceutical manufacturers operate helps you choose the right production model for your brand strategy and growth plans.
Defining the Role of Private Label Nutraceutical Manufacturers
Private-label nutraceutical manufacturers produce finished supplement products, tablets, capsules, powders, softgels, or liquids that brands sell under their own commercial identity. The manufacturer owns the production facility, quality systems, and regulatory infrastructure, while the brand directs resources toward distribution and consumer acquisition. The model gives brands access to validated manufacturing environments without the capital burden of building GMP-compliant facilities from scratch. The manufacturer’s certifications, FSSAI licensing, and in-house testing capabilities directly strengthen the brand’s standing with buyers and regulators.
How Nutraceutical Contract Manufacturing Differs from White Labelling
White labelling provides fixed, pre-built formulations that multiple brands sell under different names, fast entry, but limited differentiation. Private-label nutraceutical manufacturers allow ingredient selection, dosage adjustments, and delivery format choices within their validated capabilities, giving brands greater ownership of the product specification. Nutraceutical contract manufacturing goes further, commissioning entirely bespoke formulations with proprietary ingredient ratios, clinical substantiation, or specialised delivery systems. The right model depends on your brand’s development stage, technical depth, and the differentiation your target market demands.
Current Trends in the Indian Dietary Supplement Market
Functional food and beverages held the largest revenue share at 49.20% in 2024, while the sports nutrition segment is projected to grow at the fastest CAGR from 2025 to 2030 [1]. Consumers increasingly prefer gummies, effervescent tablets, and single-serve sachets, formats that attract younger urban consumers seeking lifestyle-aligned wellness products. Personalised nutrition, driven by genomic testing and digital health platforms, is adding a further layer of formulation demand that brands cannot address without flexible manufacturing partnerships.
Also read: The Importance of Contract Manufacturing in the Global Pharmaceutical Supply Chain.
Step-by-Step Breakdown of the Nutraceutical Manufacturing Process
To build a compliant and high-quality supplement, you must understand each stage of the nutraceutical manufacturing process from sourcing to final release.
Ingredient Sourcing and Raw Material Validation
The nutraceutical manufacturing process begins with sourcing raw materials. Quality at this stage determines downstream performance. Reputable private-label nutraceutical manufacturers maintain an approved vendor list of suppliers that have passed facility audits and submitted full technical documentation. Under 21 CFR Part 111, manufacturers must conduct at least one appropriate test to verify the identity of any dietary ingredient; supplier certificates of analysis alone are legally insufficient under the regulation. FSSAI holds the same standard domestically, making independent in-house testing a non-negotiable obligation for every incoming raw material batch.
Each incoming material undergoes the following validation steps before production approval:
|
Validation Test |
Purpose |
Method |
|
Identity testing |
Confirms ingredient matches supplier declaration |
HPLC, IR spectroscopy, TLC |
|
Purity testing |
Measures active content and detects adulterants |
USP, IP, or BP monographs |
|
Heavy metal screening |
Checks arsenic, cadmium, lead, and mercury levels |
ICP-MS per USP 2232 |
|
Microbial testing |
Detects pathogens, yeast, and mould contamination |
FSSAI and USP limits |
|
Moisture content |
Confirms stability suitability for the target dosage form |
Loss on drying method |
The Technical Nutraceutical Manufacturing Process: Blending to Encapsulation
Once raw materials have cleared incoming quality checks, the nutraceutical manufacturing process moves to weighing, dispensing, and blending, each step governed by the master manufacturing record (MMR). Blend uniformity is confirmed analytically before the batch proceeds to encapsulation or compression, with in-process checks for weight, hardness, and uniformity conducted throughout each production run.
Core dosage forms and their key production requirements include:
- Tablets: Compressed from validated granulates with hardness, friability, and disintegration testing at defined intervals
- Hard gelatin and vegetarian capsules: Filled using automated equipment with in-process weight checks per defined sample frequency
- Softgel capsules: For oil-based nutrients such as omega-3, vitamin D3, requiring dedicated rotary die equipment and fill-weight validation
- Enteric and film coating: Applied for taste masking or controlled release, with dissolution testing confirming the release profile against specification
- Sachets and powders: For sports nutrition and paediatric formats requiring validated moisture content and flow property controls
Final Stage: Advanced Packaging and Stability Testing
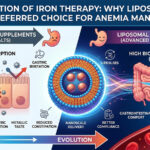
Packaging material selection directly affects moisture ingress, light exposure, and physical product integrity across the full shelf life and distribution chain; it is a quality decision, not merely a commercial one. Liposomal and nanoliposomal techniques enhance the sensory attributes and shelf life of nutraceutical products, potentially improving solubility and bioavailability [2]. For technically complex formulations, packaging validation must confirm that the container-closure system maintains the delivery mechanism’s integrity throughout the claimed shelf life.
Stability study requirements by target market:
|
Condition |
Temperature |
Humidity |
Market Application |
|
Long-term Zone IVb |
40°C |
75% RH |
India and tropical export markets |
|
Accelerated |
40°C |
75% RH |
Early shelf-life prediction and screening |
|
Intermediate |
30°C |
65% RH |
Temperate climate export markets |
|
Refrigerated |
5°C ± 3°C |
As applicable |
Certain probiotics and heat-sensitive formulations depend on strain stability and formulation design. |
Products exported to the US or EU must additionally satisfy ICH Q1A (R2) requirements for their respective climatic zones.
The Importance of FSSAI Certification for Supplements
Regulatory approval is mandatory; FSSAI certification is the legal backbone of every nutraceutical product sold or exported from India.
Mandatory Regulatory Filings for New Product Launches
FSSAI certification for supplements is the legal foundation for any nutraceutical business in India; without the correct licence, no product can be lawfully manufactured, sold, or exported. Every entity engaged in the manufacture, relabelling, repacking, or importing of health supplements and nutraceuticals must hold a valid 14-digit FSSAI licence. Nutraceuticals are classified under Food Category 13, with Health Supplements specifically falling under Category 13.6 compliance standards.
Central licensing applies based on turnover thresholds, production scale, and mandatory requirements for export-oriented operations. Comprehensive technical documentation, including manufacturing processes, quality control procedures, and stability data, is required to demonstrate product safety during regulatory filing.
New product launches require the following mandatory filings:
- Complete formulation dossier with ingredient quantities, sources, and FSSAI schedule references
- Safety substantiation for each ingredient, with additional data required for novel or Schedule III materials
- Proposed label draft reviewed against FSSAI labelling regulations before submission
- Finished product certificate of analysis from a qualified analytical laboratory
- Stability data summary supporting the declared expiry date on the product label
How to Maintain Compliance with FSSAI Certification for Supplements
Obtaining the licence is the start of the compliance obligation, not the end. Periodic batch testing, audit-ready record-keeping, licence renewals within validity periods, and formal FSSAI notification of any formulation or process change are all continuous requirements. Non-compliance can lead to licence cancellation, product recall, financial penalties, or restrictions on sale across Indian markets. Brands working through private label nutraceutical manufacturers should confirm their partner’s licence is current and specifically covers their product category before production begins.
Labelling Requirements and Health Claim Validations
Every nutraceutical package must carry “NOT FOR MEDICINAL USE” in capital and bold letters, with recommended usage level, duration of use, and a clear instruction not to exceed recommended daily usage prominently stated. Labels must not claim the product prevents, treats, or cures any human disease; structure-function claims on general well-being are permitted only when supported by accepted scientific data.
Additional mandatory label elements include:
- Product name with category designation; Health Supplement or Nutraceutical, as applicable
- Complete ingredient list in descending order of composition per FSSAI requirements
- Nutritional information per serving with RDA percentage, where a nutrient content claim is made
- FSSAI licence number, batch number, manufacturing date, and best-before date
- Storage conditions and country of origin on every consumer-facing pack
Quality Assurance: Why You Need a GMP Certified Nutraceutical Manufacturer
Consistent product quality depends on strict GMP systems, making your choice of manufacturer a direct factor in compliance and market trust.
Core Principles of GMP Nutraceutical Supplement Manufacturing
GMP nutraceutical supplement manufacturing requires that every production activity be governed by a current, approved Standard Operating Procedure; unwritten practices, however consistent, do not satisfy GMP requirements under any recognised regulatory framework. Equipment must be validated for its intended purpose and calibrated on a defined schedule, with any out-of-calibration instrument removed from production immediately. Recent FDA inspection trends indicate an increase in observations under 21 CFR Part 111, with deficiencies in finished product specifications remaining a common compliance gap.
How a GMP Certified Nutraceutical Manufacturer Prevents Cross-Contamination
A GMP-certified nutraceutical manufacturer controls cross-contamination through physical segregation, validated cleaning procedures, HVAC pressure differentials, and formal line clearance checks between batches. Validated cleaning requires analytical confirmation that rinse samples show residues below defined acceptance limits; visual inspection alone does not satisfy WHO-GMP requirements.
Key cross-contamination controls include:
- Physical segregation of potent botanicals, allergens, and high-risk materials from standard production areas
- Differential pressure management ensures consistent airflow from clean to progressively less-clean zones
- Validated cleaning SOPs with analytical rinse testing confirming residue limits are consistently met
- Formal, signed line clearance documentation is completed before every new batch enters the production line
In-house Lab Testing and Batch Release Documentation
A GMP-certified nutraceutical manufacturer operates an in-house quality control laboratory that covers HPLC, dissolution testing, microbial screening, moisture determination, and disintegration testing, supporting complete batch release without reliance on external laboratories or added turnaround time. Batch release documentation must include the full batch manufacturing record, all in-process results, the finished product COA, and formal release authorisation signed by the qualified quality head. Brands should contractually require this documentation package for every batch as a standard commercial term, not an exceptional post-quality-event request.
Strategic Advantages of Partnering with Nutraceuticals Third-Party Manufacturers
Working with nutraceutical third-party manufacturers offers practical advantages that directly impact cost, scalability, and speed to market.
Reducing Capital Expenditure through Nutraceutical Contract Manufacturing
Nutraceutical contract manufacturing eliminates the capital barrier of building a GMP-compliant facility; brands access validated infrastructure without ownership costs, ongoing calibration overheads, or regulatory maintenance burden. Resources are redirected toward product development, regulatory filings, and distribution, activities that generate direct commercial returns. For early-stage brands especially, this reallocation often determines whether market entry is commercially viable before demand is validated at scale.
Accessing Specialised Technology: Liposomal, Sustained Release
Specialised delivery formats are among the most significant technical advantages that nutraceutical third-party manufacturers offer brands that cannot invest in proprietary production equipment. For hydrophilic molecules like Vitamin C, liposomal encapsulation may enhance bioavailability and improve absorption, depending on formulation and delivery system validation. Sustained-release matrix tablets, enteric-coated capsules, and microencapsulated powders each require validated processes and analytical release profile confirmation before commercial use, capabilities that most brands cannot independently develop or verify.
Leveraging the Supply Chain of Nutraceuticals Third-Party Manufacturers
Established nutraceuticals third-party manufacturers maintain qualified supplier networks, bulk purchasing arrangements, and logistics frameworks that individual brands cannot replicate at competitive cost. Documented vendor qualification records and full ingredient lot traceability reduce supply disruption risk and support regulatory audit readiness across domestic and export operations simultaneously. This supply chain depth protects a brand’s ability to maintain continuous market availability.
Evaluating Your Manufacturing Partner: A Checklist
Before you finalise a manufacturing partner, you need a clear checklist to assess technical capability, compliance status, and operational reliability.
Verifying Licenses and Audit History
Request the FSSAI Central Licence under Category 13.6, the WHO-GMP certificate with a scope statement, ISO 22000 or HACCP certification, and any applicable export market registrations, and verify that each certificate is currently valid. Expired certifications indicate a compliance lapse affecting the regulatory standing of every product manufactured at that facility. Ask for the most recent inspection report and documented CAPA responses; these reveal actual quality culture far more accurately than marketing materials or stated credentials.
Assessing R&D Support for Custom Formulations
Brands seeking custom formulations should confirm the facility has a dedicated formulation scientist, pre-formulation study capability, and documented examples of bespoke product development. A manufacturer with genuine R&D depth proactively addresses FSSAI ingredient schedule compliance, excipient compatibility, and stability study design without prompting; this is the clearest indicator of applied regulatory knowledge. Facilities that recommend appropriate delivery technologies for specific ingredients and liposomal formats for low-bioavailability nutrients, for example, demonstrate the technical rigour that reduces development risk and launch uncertainty.
Understanding MOQs and Delivery Timelines
Tablet and capsule MOQs at established Indian facilities typically range from 10,000 to 50,000 units per SKU, depending on formulation complexity and batch equipment size. Products using existing formulations typically reach dispatch within 6–10 weeks from order confirmation, assuming quality release proceeds without deviation. Custom formulations requiring fresh stability studies and regulatory filings add 3–6 months to the pre-production phase. This timeline must be factored into launch planning from the outset, not discovered mid-project.
Also read: Cost Structure & Pricing Factors in Third-Party Pharmaceutical Manufacturing
Why Choose Eskag Pharma as Your Manufacturing Partner?
Selecting the right manufacturing partner determines how efficiently you move from concept to compliant commercial product in the market.
Leading Private Label Nutraceutical Manufacturers with 47+ Years of Legacy
Eskag Pharma’s four-decade manufacturing history provides a verifiable audit trail, including inspection records and batch documentation. This level of compliance is difficult for newer facilities to match. This institutional depth supports buyer confidence during due diligence reviews and regulatory inspections across both domestic and international markets. Brands partnering with private-label nutraceutical manufacturers of this standing have access to a credibility foundation from the first batch they produce.
State-of-the-Art GMP Nutraceutical Supplement Manufacturing Facilities
Eskag Pharma operates WHO-GMP-certified facilities with in-house analytical laboratories, supporting complete batch release without reliance on external testing. Production capability spans tablets, capsules, softgels, powders, and liquids, offering brands full-format flexibility within a single accountable manufacturing relationship. Validated cleaning procedures, documented change control, calibrated equipment registers, and trained personnel with current qualification records collectively meet both FSSAI and international buyer expectations.
End-to-End Support: From Formulation to FSSAI Certification for Supplements
Eskag Pharma supports brands across the complete product lifecycle, formulation development, production, quality release, packaging, and regulatory documentation for domestic and export market registration. For brands without internal regulatory teams, this means that FSSAI licence guidance, label compliance review, stability study design, and dossier preparation are all managed through a single partner. Compliance is addressed at each development stage rather than discovered as an obstacle at final approval, reducing costs, delays, and regulatory risk simultaneously.
Final Thoughts
Private-label nutraceutical manufacturers in India offer a commercially sound, capital-efficient route to market, but the quality of that route depends entirely on the partner selected. A facility with credible GMP nutraceutical supplement manufacturing systems, current FSSAI certification, genuine R&D capability, and full batch documentation is a strategic business asset. Brands that evaluate partners with the same rigour they apply to product development consistently achieve better regulatory outcomes, stronger buyer relationships, and more sustainable market positions across a category that rewards compliance above all else.
References
- Grand View Research (2026). India Nutritional Supplements Market (2025 – 2030). [online]
- Subramani, T. and Ganapathyswamy, H. (2020). An overview of liposomal nano-encapsulation techniques and its applications in food and nutraceutical. Journal of Food Science and Technology, 57(10).
-
 📅 April 7, 2026
📅 April 7, 2026
India’s nutraceutical sector has evolved int... -
 📅 March 28, 2026
📅 March 28, 2026
Key Takeaways High Bioavailability: Liposomal tech... -
 📅 March 27, 2026
📅 March 27, 2026
Developing a nutraceutical product that meets qual... -
 📅 March 26, 2026
📅 March 26, 2026
As a pharmaceutical manufacturer, you often face c... -
 📅 March 21, 2026
📅 March 21, 2026
You already know that manufacturing decisions can ... -
 📅 March 20, 2026
📅 March 20, 2026
Choosing the wrong manufacturing partner can silen... -
 📅 March 18, 2026
📅 March 18, 2026
In the world of dermatological science, few ingred... -
 📅 March 14, 2026
📅 March 14, 2026
The skincare industry is changing rapidly as new t... -
 📅 March 4, 2026
📅 March 4, 2026
Sensitive skin isn’t just a “skin type.” For... -
 📅 February 28, 2026
📅 February 28, 2026
There’s a certain kind of glow that looks amazin...
A supplement manufacturer verifies raw materials, monitors production processes, and ensures each batch meets defined quality specifications consistently. They also generate complete documentation, ensuring traceability, regulatory compliance, and consistent product performance across all commercial batches.
Stability testing supports shelf life claims by confirming that products retain potency, safety, and quality under defined storage conditions. It also ensures the formulation remains physically and chemically stable, meeting regulatory requirements throughout the declared expiry period.
Probiotic manufacturers maintain bacterial viability through controlled environments, protective encapsulation methods, and strict moisture and temperature management systems. They also validate storage conditions and packaging to ensure viable counts remain within labelled claims throughout the product’s shelf life.
A nutraceutical manufacturer should hold an FSSAI Central Licence, WHO-GMP certification, and ISO 22000 or HACCP food safety certification. For export markets, compliance with regulations like 21 CFR Part 111 or EU directives may also be required.
Expiration dates are determined through stability studies conducted under defined temperature and humidity conditions as per regulatory guidelines. These studies confirm that potency, safety, and product quality remain within specification until the declared expiry date.
Common stability issues include moisture sensitivity, oxidation of active ingredients, heat degradation, and interactions between incompatible formulation components. These risks can reduce potency, alter product characteristics, and lead to failure in meeting regulatory or label claim requirements.
A specialised probiotic manufacturer provides controlled environments, validated processes, and expertise required to handle sensitive live microbial strains effectively. They also ensure accurate viability testing, regulatory compliance, and consistent product performance across batches and throughout the product lifecycle.
A manufacturing audit includes facility inspections, SOP verification, equipment calibration checks, vendor qualification records, and a review of batch traceability documentation. It also evaluates CAPA records, deviation handling processes, and overall quality management systems to assess compliance with regulatory standards.
Accelerated stability studies typically run for 6 months under high-temperature, high-humidity conditions to predict early product behaviour. Real-time stability studies continue for the full shelf life, providing confirmatory data for regulatory compliance and product expiry validation.
Eskag Pharma provides contract manufacturing services to domestic and international brands, with WHO-GMP-certified facilities and robust regulatory compliance systems. The company provides formulation development, production, testing, documentation, and regulatory support across the complete nutraceutical product lifecycle.